17 Feb ¿Cómo cortar aluminio correctamente en entornos industriales?
¿Cómo cortar aluminio?
En FAT acumulamos más de 50 años de experiencia diseñando y fabricando maquinaria industrial para el corte de metal y aluminio. A lo largo de estas décadas hemos trabajado con talleres, carpinterías metálicas e industrias que no pueden permitirse errores en producción. Sabemos que aprender cómo cortar aluminio correctamente no es una cuestión básica, sino un proceso técnico que afecta directamente a la calidad del producto final, la vida útil de la maquinaria y la rentabilidad del negocio. Desde nuestra experiencia como fabricantes de equipos de corte, compartimos en esta guía los criterios técnicos que realmente marcan la diferencia en un entorno profesional. Porque cuando hablamos de aluminio, la improvisación no es una opción, y en FAT lo sabemos bien.
¿Cómo cortar aluminio entendiendo primero su comportamiento mecánico?
Antes de entrar en parámetros y herramientas, es imprescindible comprender cómo se comporta el material. El aluminio es ligero, tiene una dureza inferior al acero y posee una conductividad térmica elevada. Esto significa que no opone una gran resistencia al filo, pero sí puede generar problemas si la evacuación de viruta no es correcta o si la fricción aumenta en exceso.
Cuando alguien busca cómo cortar aluminio, muchas veces parte de la idea de que es un material “fácil”. Sin embargo, en producción industrial, su maleabilidad puede provocar pequeñas deformaciones si la sujeción es incorrecta, especialmente en perfiles huecos o de pared fina. Además, el aluminio tiende a adherirse a la herramienta cuando la temperatura aumenta, generando acumulaciones que afectan al acabado superficial.
Por eso, dominar el proceso comienza por respetar las propiedades físicas del material y ajustar cada variable en consecuencia.
Parámetros técnicos que determinan un corte profesional
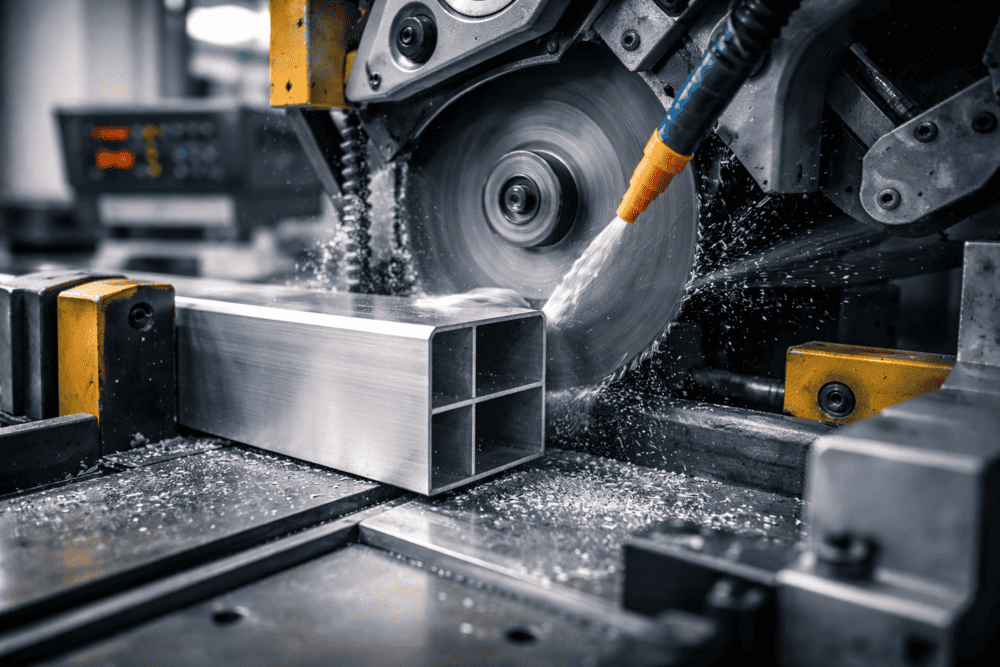
Hablar seriamente de cómo cortar aluminio implica hablar con cifras. En sierras de cinta industriales, la velocidad de corte recomendada para aluminio suele situarse entre 150 y 300 metros por minuto. Este rango puede variar según el diámetro del perfil y el tipo de aleación, pero trabajar dentro de estos valores permite mantener un equilibrio adecuado entre acabado y productividad.
En sierras circulares equipadas con disco de metal duro (TCT), la velocidad periférica suele oscilar entre 3.000 y 6.000 rpm. No se trata de aplicar siempre la máxima velocidad, sino de encontrar el punto óptimo que evite sobrecalentamiento y facilite la evacuación de viruta. Un exceso de revoluciones genera rebaba y desgaste prematuro; una velocidad demasiado baja reduce eficiencia y puede provocar vibraciones.
El avance debe mantenerse constante y progresivo. La irregularidad en la presión aplicada genera microvibraciones que afectan tanto a la perpendicularidad como a la repetitividad del corte. En entornos industriales, la estabilidad es tan importante como la velocidad.
Elección de herramienta y geometría adecuada
La elección de herramienta es uno de los factores más determinantes en el proceso. Cuando se analiza cómo cortar aluminio profesionalmente, no basta con cualquier disco o cinta. En sierras circulares, lo recomendable es utilizar discos TCT con ángulo de ataque positivo, ya que facilitan la penetración en el material y mejoran la evacuación de viruta.
El número de dientes debe adaptarse al espesor del perfil. En perfiles finos conviene mayor número de dientes para reducir vibraciones y obtener un acabado limpio. En perfiles más gruesos, un menor número permite evacuar mejor el material y evitar acumulaciones.
En el caso de sierras de cinta, el dentado variable ayuda a minimizar resonancias en perfiles huecos. Utilizar herramientas no específicas para aluminio suele traducirse en rebabas excesivas, necesidad de repaso posterior y aumento de tiempos improductivos.
Elegir bien la herramienta no solo mejora el corte, sino que reduce costes a medio plazo.
La influencia de la gestión térmica y lubricación cuando analizamos cómo cortar aluminio
Uno de los aspectos más infravalorados al estudiar cómo cortar aluminio es la gestión térmica. Aunque el aluminio conduce bien el calor, también se adhiere con facilidad al filo si la fricción es elevada.
En producción industrial es habitual utilizar sistemas de micro pulverización (MQL) o emulsiones específicas para aluminio. Estos sistemas reducen fricción, mejoran el acabado superficial y evitan acumulaciones que deterioran el disco o la cinta.
Trabajar en seco puede ser viable en cortes puntuales, pero en producción continua aumenta el riesgo de empaste y desgaste irregular. La lubricación no es un complemento opcional, sino un elemento de control de calidad y estabilidad dimensional.
Cuando el sistema térmico está bien gestionado, el proceso se vuelve más predecible y la herramienta mantiene su rendimiento durante más tiempo.
Diferencias entre aleaciones y su impacto en el mecanizado
No todas las aleaciones responden igual ante el mecanizado. Las series 6060 y 6063, habituales en carpintería metálica, ofrecen buena mecanizabilidad y permiten velocidades relativamente altas sin comprometer acabado.
La 6082 presenta mayor resistencia mecánica y puede requerir ajustes de avance para evitar vibraciones en perfiles macizos. La 7075, utilizada en aplicaciones estructurales más exigentes, exige un control aún más preciso de velocidad y presión para evitar desgaste prematuro de herramienta.
Cuando alguien quiere saber cómo cortar aluminio con garantías profesionales, debe considerar siempre la composición del material. Ignorar este factor conduce a configuraciones genéricas que rara vez ofrecen resultados óptimos.
Precisión, tolerancias y repetitividad en el corte de aluminio
Un corte industrial no se mide solo por su apariencia. En talleres profesionales, las tolerancias habituales se sitúan en torno a ±0,1 mm, aunque proyectos más exigentes pueden requerir ±0,05 mm. Mantener estas cifras durante cientos de ciclos exige rigidez estructural, alineación correcta del cabezal y estabilidad en el sistema de sujeción.
La perpendicularidad del corte es crítica para evitar tensiones en el ensamblaje posterior. Una ligera desviación angular puede generar problemas acumulativos en estructuras modulares.
Cuando hablamos del corte del aluminio en producción continua, hablamos de mantener precisión en cada repetición, no solo en el primer corte. La consistencia es lo que define la calidad industrial.
¿Cómo cortar aluminio de forma eficiente cuando aumenta el volumen de producción?
A medida que crece el volumen de trabajo, el enfoque cambia. Saber cómo cortar aluminio eficientemente implica analizar automatización, control digital de medidas y reducción de intervención manual.
Los sistemas automáticos permiten programar longitudes con precisión constante y eliminan errores de medición manual. La constancia en velocidad y avance mejora la calidad media del producto final y reduce desperdicio.
Además, la automatización reduce tiempos muertos entre cortes y mejora la planificación productiva. En entornos competitivos, la eficiencia no es una mejora opcional, es una condición necesaria para mantener márgenes.
Nuestra experiencia profesional sobre cómo cortar aluminio con garantías reales
Después de décadas diseñando maquinaria especializada, tenemos claro que dominar cómo cortar aluminio no depende exclusivamente de la potencia de la máquina. Es una combinación de conocimiento técnico, configuración adecuada, herramienta correcta y estabilidad mecánica.
El aluminio exige precisión, control térmico y repetitividad. Cuando estos factores se alinean, el resultado es un proceso estable, rentable y predecible.
En FAT Sierras de Cinta y Soluciones de Corte acompañamos a cada cliente en la elección y configuración de su solución de corte, porque entendemos que el objetivo no es simplemente cortar aluminio, sino hacerlo con fiabilidad durante años de producción.
Consulta nuestro catálogo de maquinaria para aluminio.
No Comments